















How complicated is it to visualize the manufacturing industry? Understanding the Raw Material requirements, handling procurement, Logistics, above-all maintaining on-time delivery. Right Time, Right Place, Right Quantity, Right Quality, and whatever “Right” you can think of. Manufacturing, as an activity, encompasses it all.
But why are we talking about Manufacturing?
Simple. The result of any manufacturing process is a consumer requirement, and therefore it is subjected to a lot of factors, and the process itself is highly complicated. So, it would be helpful to understand the intricacies and find out any areas of improvement. So let’s start the discussion about how Business Intelligence for the Manufacturing industry can help them achieve a data-driven approach
Benefits of BI for Manufacturing processes
One thing you must have known or understood by now is that Manufacturing involves a lot of processes, which translates to a lot of data. Here we can ask the question. Is all the data being utilized? Which it is not. Most of the data is being left idle by the companies and are under-valuing their data. Let’s look at a few reasons why such visualization can be helpful.
-
Global Supply chain
Procurement has become an LCC (Low-Cost Country) policy in most companies. This means more nodes to deal with and more supplier policies. But above all, companies need to know the bottle-necks by visualizing all the data. With such an understanding you can analyze the opportunity cost and check for various other suppliers, that can directly affect the strategy of the company.
-
End-to-end Supply Chain visibility
Why do we need this? If you want to be an exporter or are an exporter already, you must be very well aware of the various norms for the quality of the goods, one of which is “Traceability”. You should be aware of all the locations and the processes your goods have undergone to avoid rejection by the governments of other countries, which is especially important for agricultural or related products. To comply with such complex norms, Business Intelligence practices will help all the users have a keen understanding of the flow of the goods and not study boring spreadsheets for days altogether for information.
-
Operational Efficiency
OEE, or Overall Equipment Efficiency, is the gold standard for measuring manufacturing productivity. Various factors can be influencing and/or affected by the manufacturing process. You can check your quality standards and your production levels to check whether you are under a controlled process and also check the quality standards against week or day or shifts to find any human interventions in the quality of the product.
For example, look at a sample dashboard below of OEE for Manufacturing.
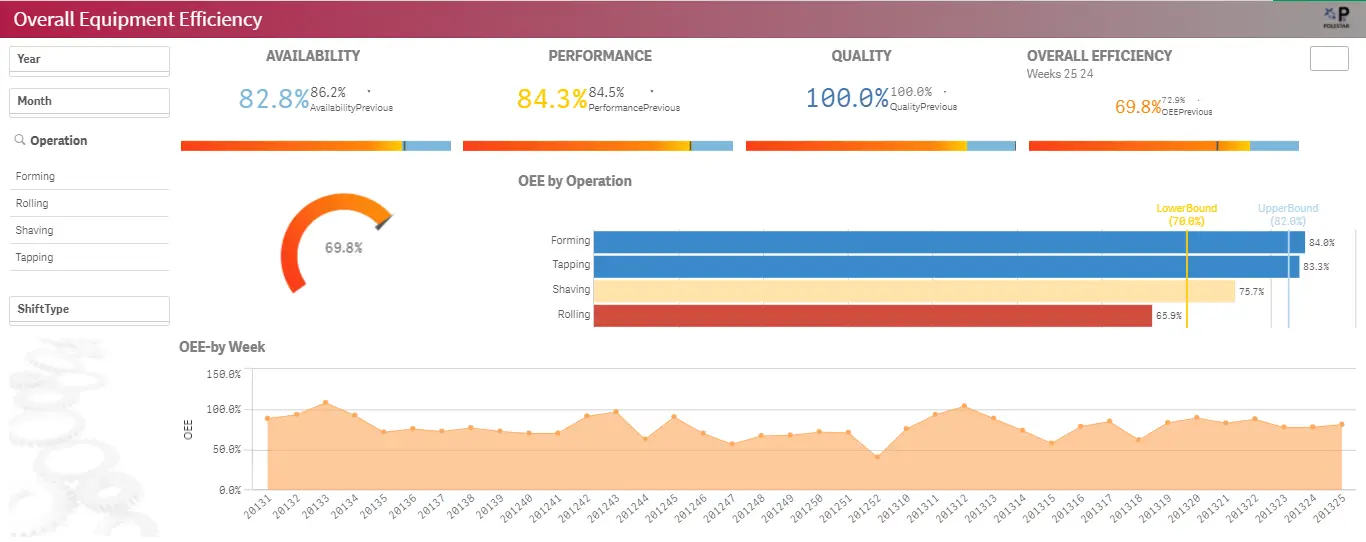
Source: Polestar Solutions
-
Insight into Financial processes
This is a touchy subject to many companies. It is either because they are unsure of the actual finances involved in each of the processes or unable to identify the key areas that require financial analysis. This conundrum can be solved by Business Intelligence solutions, with which each department can be in charge of their P&L and all the data can be consolidated very easily. Also knowing the costs in each process can help you manage production costs, monitor processes, and helps companies manage the value chain better.
-
Productivity Management
Which days, shifts, weeks, or months have been the most productive? Are there any outliers in your data? Traceback the quality, quantity, and downtimes to respective employees, machines, and departments to improve your productivity. With the evolving Business Intelligence solutions, you can also connect them to various Advanced analytics solutions, which can help predict the downtime of machines and schedule maintenance in advance and save a lot with Opportunity costs.
-
Inventory management
Overstocks and out-of-stocks are huge losses for companies. With Business Intelligence tools, you can track your inventory, returns, and defects across geography and time. Not just the Finished goods inventory but also the Raw material and WIP inventory can be managed with ease. By assessing the Raw material requirement, tracing them back to the POO (Place of origin), and their lead times, we can analyze the requirements. Also as an additional step, we can predict the time taken to utilize the raw material and plan the required resources well in advance.
-
Quality Assurance
Most companies want to achieve six sigma production control levels for their quality. But it can’t be possible when companies are trying to achieve their required production levels by using past data, as it would have been rendered useless by the time they receive the data. With Business Intelligence tools you can connect to real-time data in start working on it. Such control over production can help you reduce defective products and defects in your products and achieve the six sigma level production.
Don’t think that these are the only benefits that Business Intelligence can provide for Manufacturing Industry. Other than these, BI can be used in manufacturing for production schedule maintenance, Manufacturing cycle tracking, compliance manufacturing, Personalized dashboards, and reporting for various levels of the organization.
Conclusion
The manufacturing industry can involve Business Intelligence tools in various operations, and the integration of BI with manufacturing operations is opening up new avenues of growth for the industry.
In short: Track, trace, Assess, Monitor, and Analyze all the processes, materials, methods, and people involved in all the nodes of the total supply chain with easy visualizations.
With a proper understanding of the tools and techniques, you can drill down to the reasons and get to the story hiding behind the data. You might find out that it is not the Strategic Raw material that might be causing the bottlenecks, but the one you thought was insignificant. Or you find out that the Production quality has been decreasing on Friday and find out the actual reason behind it.
The insights that can be generated from your data are enormous and don’t ever think that data might not be of any use. And Polestar Solutions can help you with your Business Intelligence needs for the Manufacturing industry. With our consulting experience combined with technical expertise, we can help you not only implement Business Intelligence solutions but also help you with root-cause analysis and dashboarding.